Pracownia obróbki laserowej P9 – procesy osadzania i napawania proszków materiałów metalicznych z użyciem wiązki lasera, wycinania otworów o małej średnicy zarówno w materiałach metalicznych jak również ceramicznych. Opracowywane są procesy wytwarzania warstw ochronnych o dobrej odporności na korozję, również korozję wysokotemperaturową, zużycie ścierne i erozję metodą napawania laserowego z użyciem proszków stopów metali jako materiału dodatkowego.
Wyposażenie pracowni obróbki laserowej stanowi:
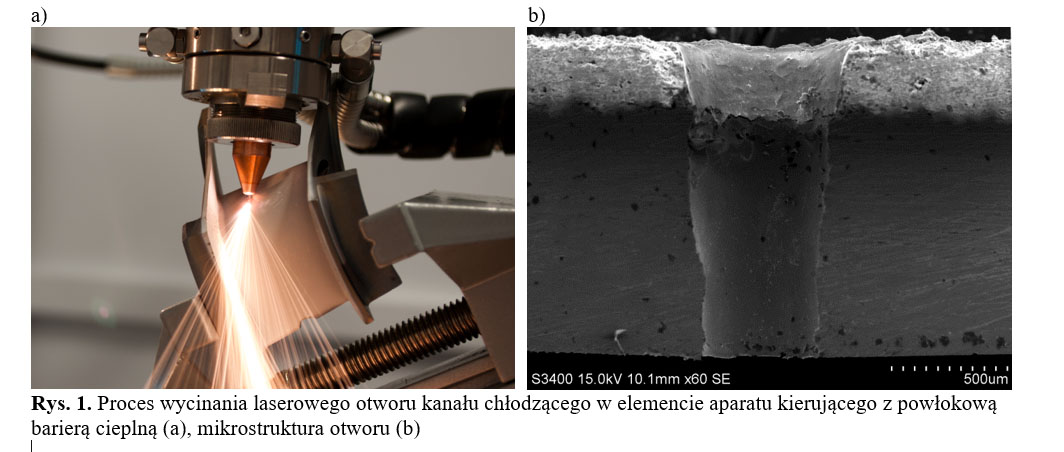
Laser impulsowy Nd:YAG – TruPulse 203 firmy TRUMPF – procesy wycinania otworów o małej średnicy (0,3 – 0,6 mm) w elementach wirujących (łopatki) i stacjonarnych (aparaty kierujące) części gorącej silników lotniczych z powłokowymi barierami cieplnymi (rys. 1), także cięcia i spawania impulsowego. Długość fali promieniowania laserowego λ=1064 nm, maksymalna moc impulsu 6 kW i jego energia 55 J. Czas impulsu promieniowania jest zmienny w zakresie od 0,3 do 50 ms, natomiast częstotliwość impulsów od 0,1 do 833 Hz.
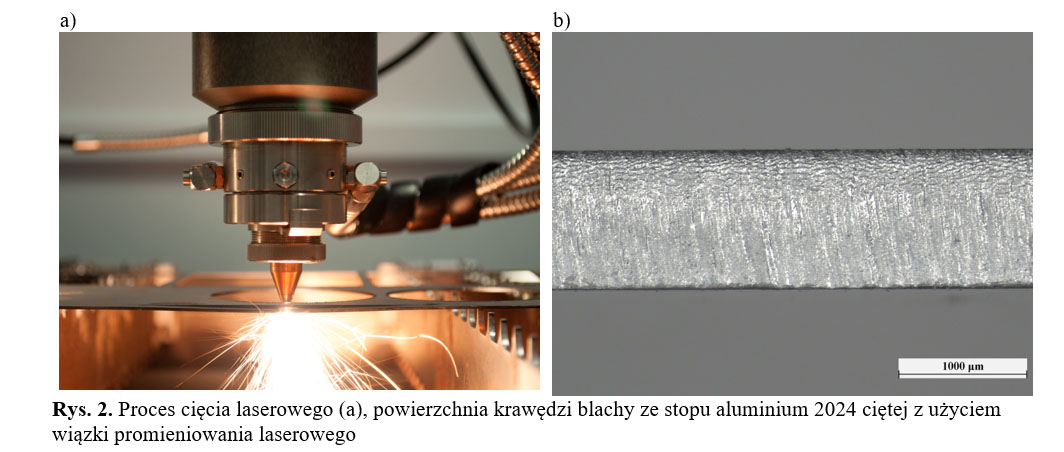
 Laser dyskowy Yb:YAG – TruDisk 1000 firmy TRUMPF – procesy cięcia, spawania i napawania laserowego. Długość fali promieniowania laserowego λ=1030 nm, wiązka impulsowa i ciągła o maksymalnej mocy 1 kW. Laser umożliwia cięcie laserowe elementów stalowych o grubości – 10 mm, stali odpornej na korozję – 5 mm, aluminium i stopów aluminium – 3 mm oraz miedzi – 1 mm (rys. 2). Prowadzone są procesy spawania blach stalowych o grubości do 2 mm oraz ze stali odpornej na korozję o grubości do 1,5 mm. W ramach prowadzonych badań opracowywane są procesy napawania laserowego z użyciem proszków stopów kobaltu, nadstopów niklu, stali odpornej na korozję oraz stopów o dużej zawartości węglików – WC-Co.
Laser dyskowy Yb:YAG – TruDisk 1000 firmy TRUMPF – procesy cięcia, spawania i napawania laserowego. Długość fali promieniowania laserowego λ=1030 nm, wiązka impulsowa i ciągła o maksymalnej mocy 1 kW. Laser umożliwia cięcie laserowe elementów stalowych o grubości – 10 mm, stali odpornej na korozję – 5 mm, aluminium i stopów aluminium – 3 mm oraz miedzi – 1 mm (rys. 2). Prowadzone są procesy spawania blach stalowych o grubości do 2 mm oraz ze stali odpornej na korozję o grubości do 1,5 mm. W ramach prowadzonych badań opracowywane są procesy napawania laserowego z użyciem proszków stopów kobaltu, nadstopów niklu, stali odpornej na korozję oraz stopów o dużej zawartości węglików – WC-Co.
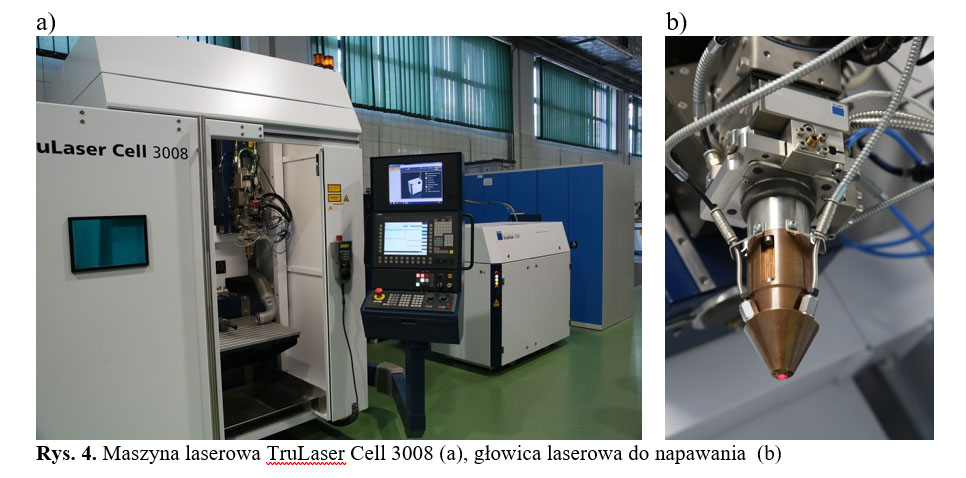
Maszyna laserowa TruLaser Cell 3008 firmy TRUMPF (rys. 4a) – prowadzenie obróbki w 5-ciu osiach z prędkością do 30 m/min. Przemieszczenie głowicy: w osi X – 800 mm, Y – 500 mm, Z – 400 mm. Wyposażona jest w oś obrotową oraz odchylną w zakresie wartości kąta ±90°. Procesy cięcia laserowego i wycinania otworów o małej średnicy prowadzone są za pomocą głowicy z soczewką skupiającą o długości ogniskowej f=150 mm wyposażonej w wymienne dysze o średnicy otworu: 0,5; 0,8; 1,0; 1,2 i 1,7 mm. Maksymalne ciśnienie gazów roboczych: N2 – 2,5 MPa, O2 – 1,0 MPa Ar – 1,0 MPa oraz powietrze –
0,8 MPa.
Procesy spawania i napawania prowadzone są za pomocą głowicy laserowej z soczewką skupiającą o długości ogniskowej f=220 mm (rys. 4b). Materiał dodatkowy w postaci proszku jest dostarczany przez 3 otwory umieszczone w dyszy głowicy. Maszyna jest wyposażona w podajnik proszku typu GTV PF 2/1 o pojemności 1,5 dm3 umożliwiający stosowanie proszków o kształcie kulistym i średnicy cząstek w zakresie 30 – 120 μm.
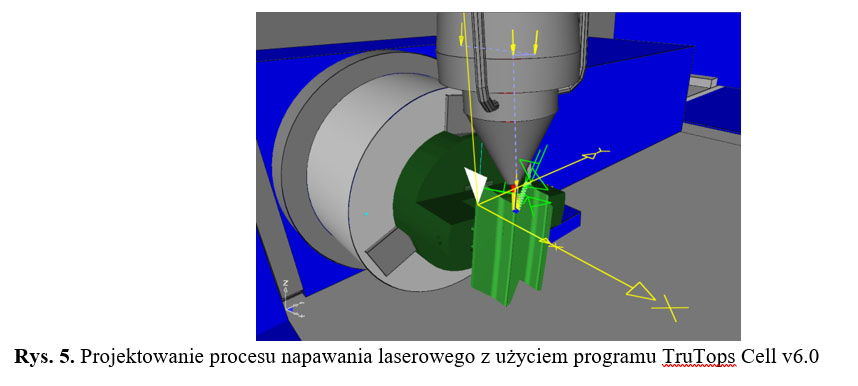
 Oprogramowanie TruTops Cell v6.0 firmy TRUMPF – programowanie procesów obróbki laserowej 2D i 3D – cięcia, spawania oraz napawania laserowego (rys. 5). Oprogramowanie współpracuje z plikami tworzonymi w programach: AutoCAD, Inventor oraz CATIA, także cyfrowymi formatami plików IGES i STL.
Oprogramowanie TruTops Cell v6.0 firmy TRUMPF – programowanie procesów obróbki laserowej 2D i 3D – cięcia, spawania oraz napawania laserowego (rys. 5). Oprogramowanie współpracuje z plikami tworzonymi w programach: AutoCAD, Inventor oraz CATIA, także cyfrowymi formatami plików IGES i STL.