

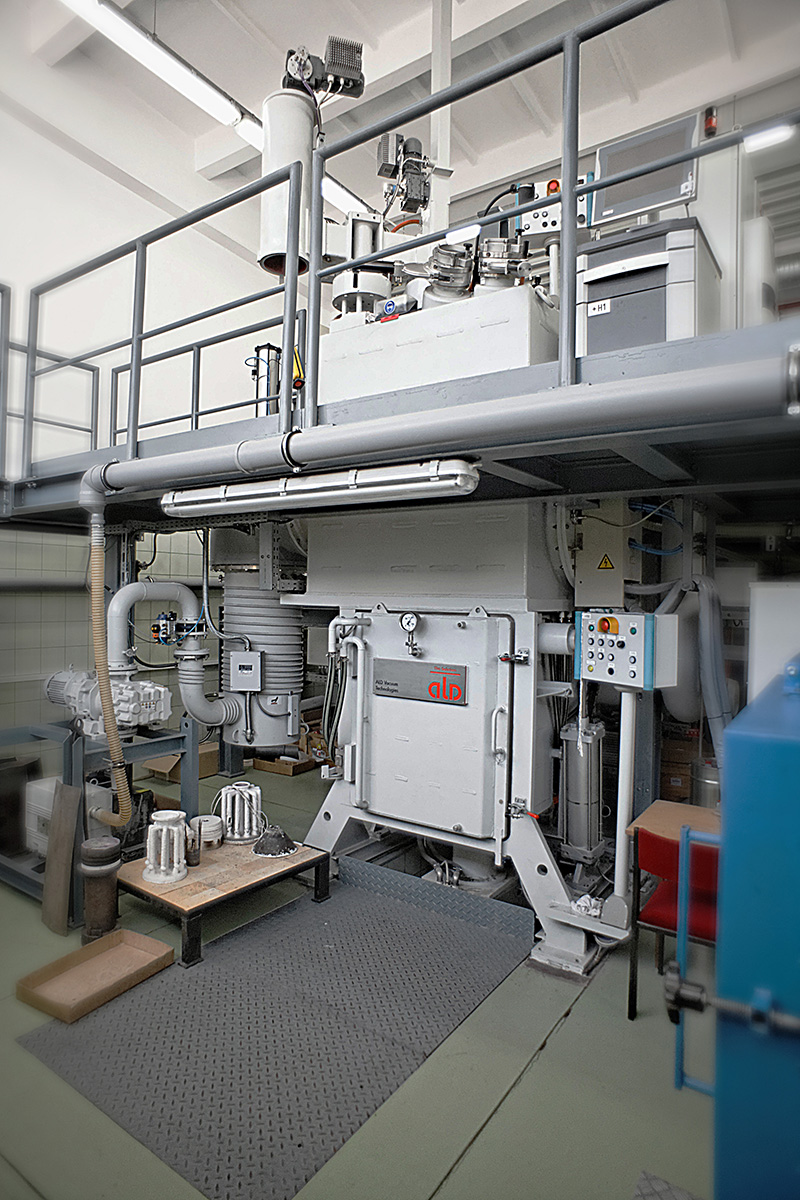
The laboratory of directional crystallization and single-crystallization (P4) play crucial roles in development of casting processes suitable for series production and also for lab scale production lines providing assistance in optimization of technological parameters for precision casting of directional, equiaxial and single crystal castings by the Bridgman-Stockbarger method. The main device in the lab is an ALD VIM dual-chamber systems with separate melting and casting chambers.. Melting and production of castings of the required structure can take place in a vacuum or in an inert gas shield. The temperature is measured by means of a thermocouple type B or a pyrometer type IMPAC ISQ 5. The furnace can operate in automatic mode or be controlled manually by means of a touch control panel. It has its own cooling system. Max. Melting point: 1700°C. Max. amount of load: 15kg. Max. vacuum 5 * 10-3Pa.
Laboratory P4 cooperates with companies from the aviation industry, including CPP POLSKA S.A. taking an active part in designing technological processes of the methodology of producing molds and castings using the EX/DX/SC method from nickel alloys.
Additional equipment of the directional crystallization and single crystal castings laboratory includes:
- facility for assembling wax models (lost wax method);
- facility for washing wax models;
- ceramic mass mixers (4pcs.) - production of ceramic molding masses used for disposable casting molds;
- fluidization and rain topping machines (4pcs.) - production of foundry molds - covering wax models with ceramic powders;
- drying room for ceramic forms - constant, monitored climatic conditions (temperature, humidity, ventilation);
- facility for removing castings from ceramic molds;
- FCR CALDAIE autoclave - melting wax from ceramic molds: max pressure 10 bar, chamber with a volume of 0.84 m3 and a diameter of 900 mm;
- IZO chamber furnace - burning-out of wax from ceramic molds at a temperature of up to 800 °C;
- LINN chamber furnace - heat treatment in a protective atmosphere; annealing of ceramic molds and elements made of metals or ceramics in the atmosphere of Ar or He to the temperature of 1300oC, recording the temperature value and measurement with two thermocouples simultaneously;
- station for checking the tightness of ceramic molds;
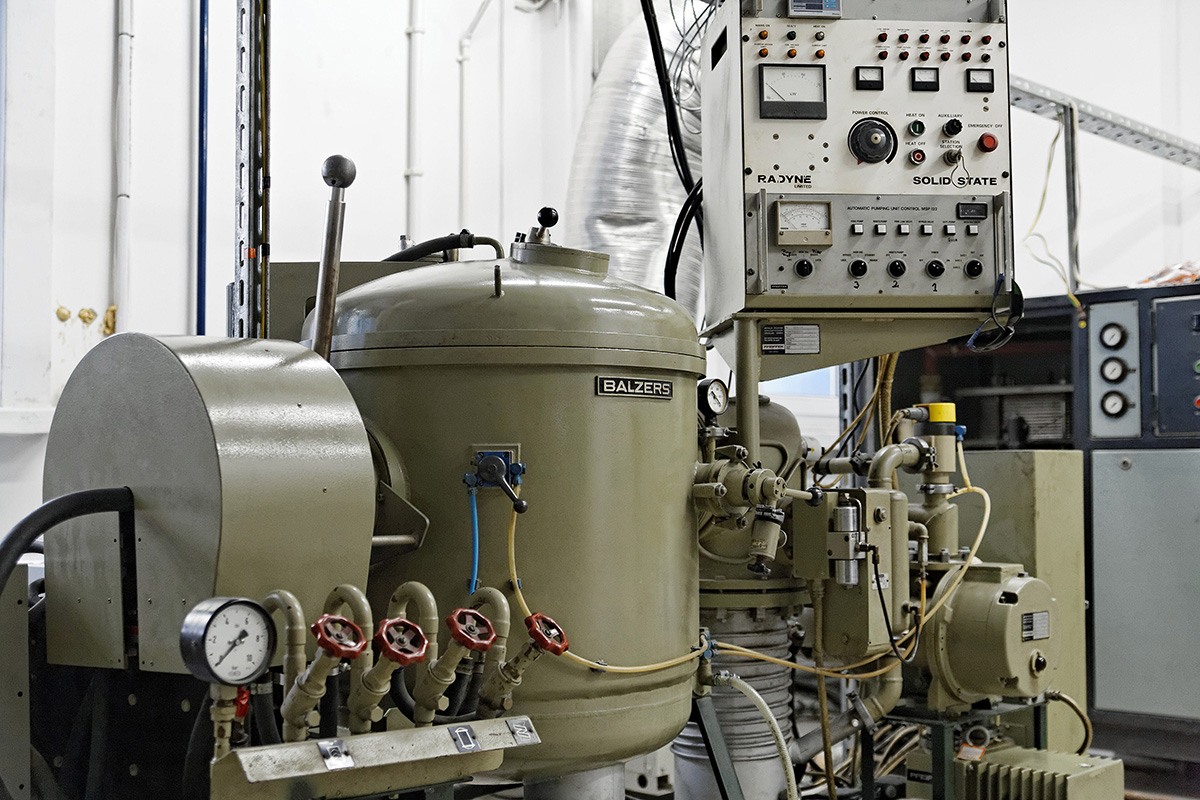
- ALD vacuum furnace for heat treatment - solution heat treatment in an inert gas atmosphere and vacuum aging.




Laboratory P4 also deals with computer simulations. Due to the area of application of the methods of numerical simulation of phenomena and processes, it is divided into four sections:
Section 1. Modeling of foundry processes
In the numerical simulation of casting processes, the ProCAST program is used, which is the equipment of the Research and Development Laboratory for Aerospace Materials. This program enables numerical simulation of the following processes: filling the mold with liquid metal, directional and volumetric crystallization of casting alloys in the cavity of the casting mold during cooling, as well as the formation of stresses in the casting and the mold during crystallization. It has the ability to predict the size and shape of solid phase grains, their crystallographic orientation and casting defects. It is also possible to use the so-called inverse modeling for determining thermophysical parameters of materials or boundary conditions.
ProCAST software includes, among others, the following modules:
- MeshCAST module – it is used to import the description of geometry presented in CAD software formats (available formats: IGES, STEP, VDA, Parasolid - preferred, Unisurf, ACIS, UNIGRAPHICS, CATIA v4 and v5), to fix import errors and to automatically create finite element meshes individual elements of the foundry system. It also includes the option to create layered meshes to represent shell forms.

-
Flow Solver module – it enables simulation of metal flow inside the casting mold using computer fluid mechanics methods. The simulation is carried out based on the full Navier Stokes model and can be combined with the simulation of the temperature field taking into account phase changes. It is also possible to analyze turbulent flows, liquid-solid movement of substances as well as centrifugal casting, etc.
-
Thermal Solver module – it enables simulation of heat flow processes, including conduction, convection, radiation and thermal effects of phase changes. Foundry issues addressed by the Thermal Solver module include: heat nodes, shrinkage porosity, optimization of heating and cooling of the mold and the casting.

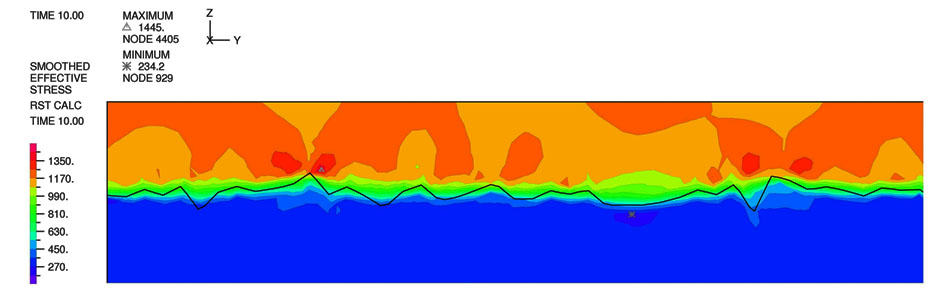
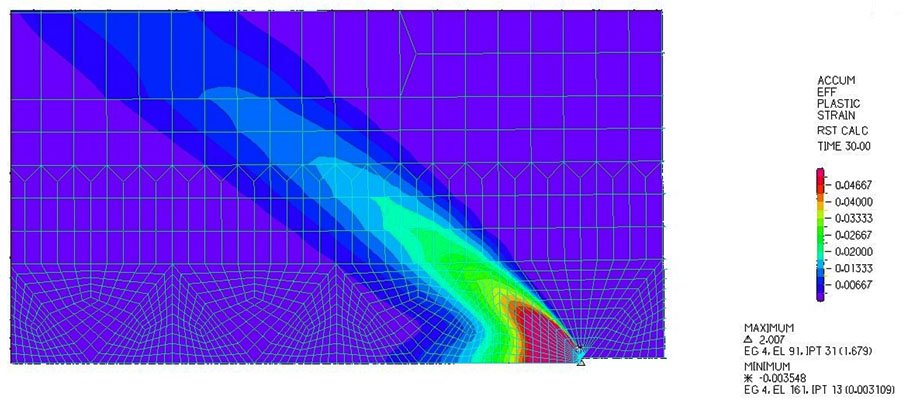
- Stress Solver module – it enables determination of stress fields in castings and mold, related to thermal expansion and phase changes. Calculations can be combined with simulation of liquid phase flow and heat transfer. Stress simulation enables forecasting of: thermal and mechanical contact, residual stresses, distortions and deformations, cracks, thermal fatigue.
- Inverse Modeling module – it allows to determine selected thermo-physical parameters of a material (specific heat, thermal conductivity, density) or boundary conditions for a given process using the inverse modeling method.
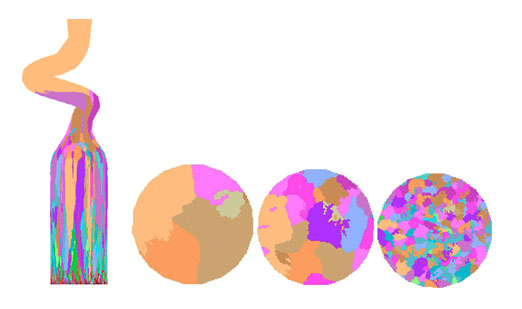
- CAFE module – it is based on the combination of the cellular automatata (CA) method and the finite elements (FE) method, it enables the prediction of the casting microstructure, i.e. the type, size and number of grains. This makes it possible to significantly reduce, and at some stage even completely eliminate the need for expensive experimental castings.

Section 2. Modelling of the deformation and fracture process of metal alloys
Modelling of the microstructure of metal alloys, single and multiphase, and its impact on the processes of deformation, initiation and development of damage is carried out using the finite element method, using the ADINA calculation package.
The subject of the numerical simulation, includes, among others:
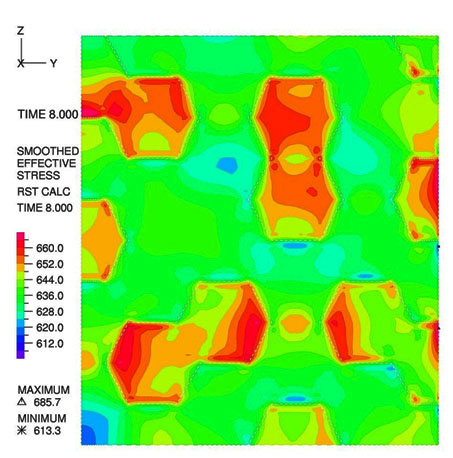
- determining the influence of the microstructure morphology and properties of the phase components of the alloy on the distribution of stresses and strains in micro-areas,
- defining the conditions and criteria of failure initiation, taking into account the impact of the alloy microstructure,
- determination of the role of the constituted surface layer of the alloy in the processes of deformation and destruction of structural elements.
Section 3. Analysis of fast-changing phenomena
The laboratory uses the LS-Dyna software by Livermore Software Technology Corporation, which is designed for the analysis of fast-changing phenomena using the finite element method. Explicit integration methods are used for calculations, especially useful in the analysis of highly nonlinear and short-lasting problems, e.g. explosions, collisions, plastic working, etc. The program is used, among others in the automotive, aviation, astronautics, construction, engineering and military industries.

Section 4. Didactic computer simulation laboratory
As part of the Simulation Laboratory, the University has two fast DELL Precision R5500 workstations and a modern laboratory equipped with fourteen computer stations. The lab is equipped with software for simulating the casting processes of monocrystalline elements (ProCAST program) and high-level interactive software supporting work in the design and analysis of control systems (MATLAB).
